For more than thirty years, hot runners have brought various favorable development opportunities to mold manufacturers. During this period, hot runner technology has also been fully developed.
Currently, many different materials, from daily-use plastics (such as polypropylene, polyethylene) to engineering plastics (polycarbonate, glass fiber nylon, polysulfone), can be successfully processed usinghot runner systems.
To successfully applyhot runner systems, the most critical factor is to select the appropriatehot runner products. Before making a purchase decision, you need to consider the following important factors:
Internal heating or external heating?
A major difference between hot runner systems is the way the melt is heated. Internal heating systems install heaters directly in the melt channel to heat the raw material from the inside. External heating systems heat the raw material externally, allowing the raw material to flow through the runner without obstacles. External heating systems solve the problem of dead spots in the melt channel and make the shear curve in the melt channel more reasonable. Runner Balancing
Thehot runner systemis only an extension of the injection machine sprue, so its sole function is to uniformly deliver the raw material to each injection point. The most effective way to achieve this goal is to install a balanced manifold (see Figure 1) to ensure equal melt flow length and runner size from the injection point to each mold cavity. This so-called mechanically balanced design ensures balanced filling of each product while avoiding flash and short shots.
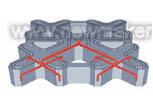 Figure 1: Equal melt channel length and diameter from the sprue to each gate ensure balanced melt flowAppropriate Runner Size
Figure 1: Equal melt channel length and diameter from the sprue to each gate ensure balanced melt flowAppropriate Runner Size
Appropriate runner size is crucial to the performance of the hot runner. Inappropriate runner size can lead to plastic degradation, or cause uneven or incomplete filling of injection molded parts, as well as slow color change. To determine the optimal runner size, a careful analysis of various application scenarios should be conducted. The following factors need to be considered when determining the runner size:
◆ Pressure drop ◆ Residence time
◆ Temperature rise ◆ Shear rate
◆ Color change frequency
To ensure optimal system performance, an analysis of plastic parts and processing conditions is required. Considering only the product weight is insufficient. To calculate the appropriate runner size, in addition to product weight, important factors such as melt flow index, injection time, injection cycle, and melt temperature must also be considered.
The following example compares two products with similar weights. However, the products have different application requirements in terms of raw materials, melt flow index, injection pressure, and color change requirements.
Runner analysis shows that different runner sizes directly affect the performance of the hot runner. Producing bottle caps requires a smaller runner size to shorten color change time, and the correspondingly high pressure drop is not a problem because this product is easy to inject. However, mobile phone parts do not require such small runners to achieve rapid color change. At the same time, since thin-walled products are difficult to inject, the pressure drop must be as small as possible.
Gate Type
After determining the system type, the next step is to select the appropriate gate type. There are various types of gates to choose from. Factors to consider include: allowable gate mark, gate location, and type of injected raw material. Whether it is amorphous, crystalline, or thermoplastic elastomer, different gate types have limitations on specific raw materials. Understanding the most suitable raw materials for gate use can help select the best gate.
The most commonly used gate types are hot tip gates and valve pin gates (see Figure 2)
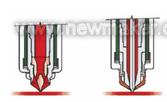
Figure 2: Typical gate structures with cooling systems: hot tip gate (left image) and valve pin gate (right image)
Filling Speed
After resolving the gate and raw material issues, the next step to consider is the gate filling speed. Most hot runner systems can match nozzles of different sizes, and each nozzle can provide a specific filling speed. A gate that is too small will restrict plastic filling and may generate excessive shear leading to material degradation.
Maintenance
When selecting ahot runner system, in addition to considering technical factors, it is also necessary to consider whether the hot runner supplier can provide training, information, and on-site support to mold manufacturers.
Originally published in "International Plastics News"




