



使用案例

热流道成功案例
|
案例1 关键数据 |
|
模制品: 顶盖插入 |
|
|
|
应用: 轴承座顶盖/壳体外罩 |
|
|
|
零件净重: 1g |
|
|
|
材料: PP 聚丙烯 |
|
|
|
模具类型: 多腔模具 |
|
|
|
|
|
|
|
|
|
|

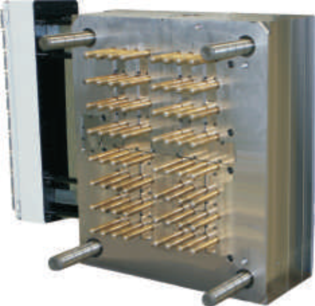
客户要求:
要求在64腔模具中制造聚丙烯顶盖
解决方案:
|
通过使用外部加热的64腔热流道系统的喷嘴和分流板之间的间隙配合实施应用。每一个管汇系统由2块集合 管和32个喷嘴组成,通过一个“H”形歧管流入,所有流道自然平衡。在模具零件的中心直接用热流道浇注。 |
|
优点 |
|
|
|
1、制作过程中,没有熔渣和后续处理 |
||
|
2、可以使用大量的模具腔进行生产 |
||
|
3、就浇口残痕和外观来说,具有良好浇注质量 |
||
|
4、对所有模具腔提供和浇注等量的熔化物 |
||
|
5、所有模具腔中生产的模具零件具有良好质量 |
||
|
|
||
|
|
案例2
关键数据
|
模制品: |
|
瓶盖 |
|
应用: |
|
食品瓶 |
|
零件净重: |
|
2g |
|
材料: |
|
PE聚乙烯 |
|
模具类型: |
|
多腔模 |


客户要求:
用聚乙烯材料通过8腔模具生产食品瓶盖。
解决方案:
|
通过使用外部加热的8端口热流道系统的喷嘴和分流板之间的间隙配合实施应用。分流板为标准“H”形歧管,且其流道自然平衡。用鱼雷通过开式喷嘴从热流道到模具型面直接对模具腔进行浇注。 |
|
|
优点 |
|
|
1、制作过程中,没有熔渣和不需要重新加工。 |
|
|
2、就间隔和外观来说,具有良好的浇注质量。 |
|
|
3、对所有模具腔提供和浇注统一熔化物 |
|
|
3、所有模具腔中生产的模具零件具有良好质量 |
|
案例3
|
关键数据 |
|
|
|
模制品 |
|
终端体 |
|
应用 |
|
模块化终端 |
|
零件净重 |
|
5g |
|
材料 |
|
PA6V0尼龙6V0 |
|
模具类型 |
|
多腔模具 |
|
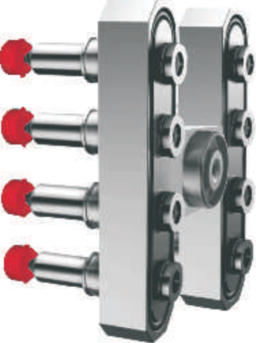
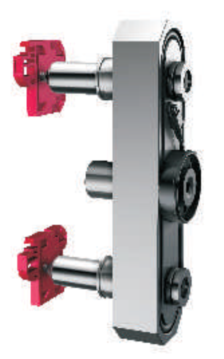
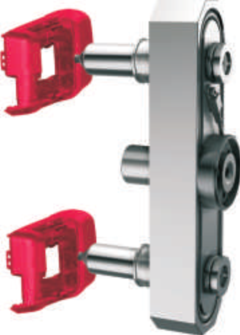
客户要求:
用尼龙6V0材料通过2腔模具生产模块化终端.
解决方案:
|
通过使用外部加热的2端口热流道系统的喷嘴和分流板之间的间隙配合实施应用。分流板为标准形(1)歧管,且其流道自然平衡。用鱼雷通过开式喷嘴从热流道到模具型面直接对模具腔进行浇注,因此浇口向内浅凹。 |
|
|
优点 |
|
|
1、制作过程中,没有熔渣和不需要重新加工。 |
|
|
2、就间隔和外观来说,具有良好的浇注质量。 |
|
|
3、对所有模具腔提供和浇注统一熔化物 |
|
|
4、所有模具腔中生产的模具零件具有良好质量 |
|
案例4
|
关键数据 |
|||||
|
模制品 |
导轮 |
|
|
|
|
|
应用 |
汽车的窗口机构 |
|
|
|
|
|
零件净重 |
8.6g |
|
|
|
|
|
材料 |
聚甲醛 C9021 |
|
|
|
|
|
模具类型 |
叠式模具 |
|
|
|
|



客户要求
用聚甲醛 C9021材料生产汽车的窗口机构导轮。在模塑周围的几个点用热流道直接对模具腔进行浇注以保证良好的同轴度。
解决方案
|
通过使用外部加热的2端口热流道系统的喷嘴和歧管之间的多尖端间隙配合实施应用。流道设计成"H"形, 因为模具的堆叠设计,流道有一条长的浇注颈,喷嘴位于流道的两侧,在模具的侧面3点位用鱼雷通过开放式
|
|
优点 |
|
|
|
1、模具具有良好的同轴度 |
||
|
2制作过程中,没有熔渣和不需要重新加工。 |
||
|
3就间隔和外观来说,具有良好的浇注质量。 |
||
|
4对所有模具腔提供和浇注统一熔化物 |
||
案例5
|
关键数据 |
|
|
|
模制品 |
下壳 |
|
|
应用 |
手机 |
|
|
零件净重 |
15.8g |
|
|
材料 |
聚碳酸酯/丙烯腈 |
|
|
模具类型 |
多腔模具 |
|
|
|
||


客户要求
用聚碳酸酯/丙烯腈材料生产手机下壳。在一球星凹窝通过热流道到模具型面直接对模具腔进行浇注。
优点
|
1、制作过程中,没有熔渣和不需要重新加工。 |
||
|
2、就间隔和外观来说,具有良好的浇注质量。 |
||
|
3、对所有模具腔提供和浇注统一熔化物 |
||
|
4、所有模具腔中生产的模具零件具有良好质量 |
||
|
|
|
|
案例6
|
关键数据 |
|
|
|
模制品 |
|
外壳+3内环 |
|
应用 |
|
针形分配器 |
|
零件净重 |
|
20g,13g,10g,7g |
|
材料 |
|
PP聚丙烯 |
|
模具类型 |
|
集成塑模 |

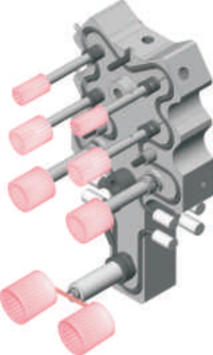


客户要求
用聚丙烯材料生产4件式组件,包括一个外壳,3个内环。它们构成了盒外壳的主体。可通过集成塑模生产
这四个组件,集成塑模可一次性生产两套完整模块。
解决方案
|
通过使用流变性平衡,外部加热的7端口热流道系统的喷嘴和歧管之间的间隙配合实施应用。 |
|
|
|
|
|
||||||||
|
分流板形状和喷嘴长度特别要适应零件外形和要求的浇注点。 |
|
|
|
|
|
|
|
|
|
|
|||
|
用鱼雷通过开式喷嘴从冷分流道对模具腔进行浇注。此系统的显著特点在于在一个歧管上组合了三个不同大小的 喷嘴,因此最大的喷嘴可以填充两个模具腔。 |
|||||||||||||
|
优点 |
|
|
|||||||||||
|
1、在一台机器上用一个模具一次性生产两套完整的模块 |
|||||||||||||
|
2、模块直接在机器上进行装配,免去了长途运输或复杂是物流。 |
|||||||||||||
|
3、所有模具腔中生产的模具零件具有良好质量. |
|||||||||||||
|
4、高生产率 |
|||||||||||||
案例7
|
关键数据 |
|
|
|
模制品 |
|
外壳、内支架 |
|
应用 |
|
汽车内饰 |
|
零件净重 |
|
186g,92g |
|
材料 |
|
聚丙烯 |
|
模具类型 |
|
集成塑模 |



客户要求
用聚乙烯材料在集成塑模中生产中立柱外壳。此外壳包含外层壳和内支架两部分,铸模完成后,两部分将组装在一起,为保持两部分的具有相同的质量和稳定性,它们必须用相同材料在相同条件下进行生产。
解决方案
通过使用外部加热的2端口热流道系统的歧管和熔体压力控制之间的间隙配合实施应用。流道被设计成标准形状(1)。从阀门浇口喷嘴填充经由冷分流道浇注模具腔。熔体压力控制阀门安装在每一个喷嘴的上行线,它可以对流道中流体横截面进行不断地联机和实时改变,或者保持不变。这样不仅允许温和的开合,还能够产生个体压力分布图,以此了解填充过程中的个体填充情况和每个喷嘴的限档压力阶段
|
优点 |
|
|
|
1、使每个模具腔内形成最佳和多变的填充条件 |
||
|
2、提高了生产质量 |
||
|
3、争取恒定质量 |
||
案例8
|
关键数据 |
|
|
|
模制品 |
|
防撞条 |
|
应用 |
|
汽车保险杠 |
|
零件净重 |
|
150g |
|
材料 |
|
丙烯腈 |
|
模具类型 |
|
单腔模具 |


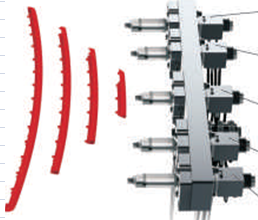
客户要求:
生产汽车前保险杠装饰条。磨具将通过层叠进行浇注。
解决方案
通过使用外部加热的5端口热流道系统,运用阀门浇口旋入流道和流体压力控制实施应用 。歧管形状和喷嘴长度特别要适应零件外形和要求的浇注
优点:
|
1、从模具中层进行压力控制联级填充 |
|
2、单个喷嘴温和而不断变化的开口 |
|
3、上液面速率大致匀速,超过整个模具长度。 |
|
4、外观质量高。无流径线 |
|
5、尺寸精确度高,且形式稳定 |
案例9
|
关键数据 |
|
|
|
模制品 |
|
C-柱外壳 |
|
应用 |
|
汽车内饰 |
|
零件净重 |
|
220g |
|
材料 |
|
聚丙烯+聚醚砜 |
|
模具类型 |
|
集成塑模 |


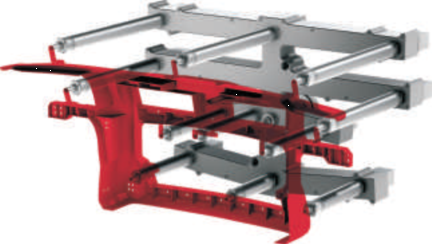
客户要求
利用纺织成型工艺生产汽车C-柱的纺织条纹外壳。外壳主体材料为聚丙烯,织物表面材料为聚醚砜。模具应层叠浇注,相应的温和统一,防止产生流径线。使用集成塑模同时生产左手边和右手边的外壳。
解决方案
通过使用外部加热的10端口热流道系统的长而窄的螺旋钉旋进喷嘴阀门浇口喷嘴实施应用。分流板形状特别要适应零件外形和各个要求的浇注点。在模具的后面通过阀门浇口喷嘴直接浇注模具腔。
|
优点 |
|
|
|
1、织物的温和倒填充 |
||
|
2、喷嘴的狭窄设计有助于在模具中形成足够空间 |
||
|
3、刺入模具深处,且在最佳点进行连接 |
||
|
4、所有模具腔中生产的模具零件具有统一、良好的质量. |
||
|
5、单步执行模塑生产和表层薄片 |
||
案例10
|
关键数据 |
|
|
|
模制品 |
|
前端模块 |
|
应用 |
|
车身 |
|
零件净重 |
|
2500g |
|
材料 |
|
聚丙烯 长玻纤30 |
|
模具类型 |
|
单腔模具 |

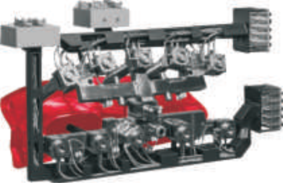
客户要求
用长玻璃纤维增强聚乙烯材料,用作生产odies车用塑料前端模块。模具腔应循序浇注。
解决方案
通过使用外部加热的11个端口的热流道系统的长而窄的螺旋钉旋进阀门浇口的支管形喷嘴实施应用。歧管形状和喷嘴长度特别要适应零件外形和各个要求的浇注点。既可以利用热流道到模具表面,又可以通过冷分流道,对模具腔进行直接浇注。热流道和冷分流道都装备有阀门浇口喷嘴。就处理加工长纤维玻璃材料来说,热流道相对是最佳的。
|
优点 |
|
|
|
|
|
1、热流道系统的最佳流道和相应设备有助于温和操作并最小化玻璃纤维 |
||||
|
2、通过暂时性地抵消针形喷嘴的开合达到模具腔填充的最优化。 |
|
|
||
|
3、流道形状和喷嘴长度有助于确定填充浇口的最佳位置。 |
|
|
||
|
4、生产中产生最少的熔渣。 |
|
|||
案例11
|
关键数据 |
|
|
|
模制品 |
|
仪表板 |
|
应用 |
|
汽车内饰 |
|
零件净重 |
|
2500g |
|
材料 |
|
聚苯醚,玻璃纤维10 |
|
模具类型 |
|
单腔模具 |

客户要求
通过级联过程/层叠加工使用聚苯醚加上10%的玻璃纤维生产仪表板,以用于汽车内饰
解决方案
通过使用外部加热的10个端口的热流道系统的长而窄的螺旋钉旋进喷嘴实施应用。分流板形状和喷嘴长度特别要适应零件外形和各个要求的浇注点。
|
优点 |
|
|
|
1、制作过程中,没有熔渣和不需要重新加工。 |
||
|
2、要求的注入点的直接连接 |
||
|
3、就间隔和外观来说,具有良好的浇注质量。 |
||
|
4、因为阀门浇注喷嘴的联级操作/层叠操作造成模腔影响的可能性。 |
||
|
|
||

