



Successful use cases of hot runners
Key data
|
Mold :Cap insert |
|
Application:Bearing pedestal top cover/Shell cover |
|
Part net weight:1g |
|
Material:PP Polypropylene |
|
Type of mold:Multi-cavity mold
|

Customers’ demand:
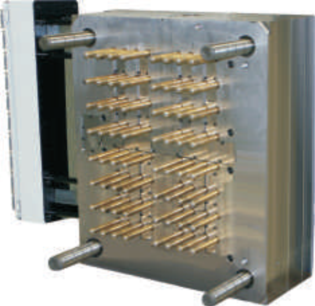
Manufacture of polypropylene top cover in 64 cavity die
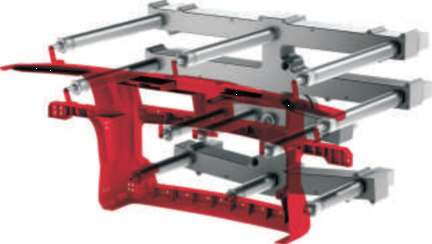
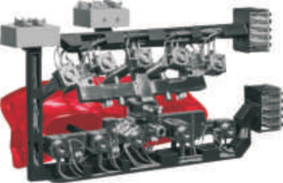
Solution:
The application of the clearance between the nozzles and the diffuser plates of the 64 cavity hot runner system is applied. Each manifold system is set by 2 blocks. The tube is composed of 32 nozzles and flows through a "H" manifold, and all the flow paths are naturally balanced. The hot runner is directly poured into the center of the mold parts.
The application is carried out by using the gap fit between the nozzle and the diffuser plate of the 8 port hot runner system with external heating. The splitter plate is a standard "H" manifold, and its flow path is naturally balanced. A torpedo is directly poured into the mold cavity from the hot runner to the die face through an open nozzle.
Advantages:
1、No slag and subsequent processing during production.
2、For spacing and appearance, it has good pouring quality.
3、Provide and cast a unified melt for all mold cavities
4、All mold parts which produced in mold cavity have good quality.
Case2
Key data
|
Mold : |
|
Cap |
|
Application: |
|
Food bottle |
|
Part net weight: |
|
2g |
|
Material: |
|
PE Polyethylene |
|
Type of mold: |
|
Multi-cavity mold |


Customers’ demand:
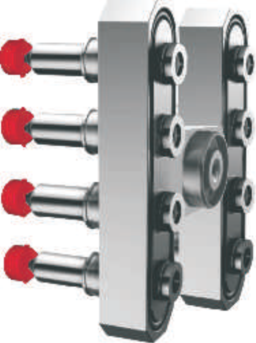
The food bottle cap is made of polyethylene material through 8 cavity mold.
Solution:
|
The application is carried out by using the gap fit between the nozzle and the diffuser plate of the 8 port hot runner system with external heating. The splitter plate is a standard "H" manifold, and its flow path is naturally balanced. A torpedo is directly poured into the mold cavity from the hot runner to the die face through an open nozzle. |
|
|
Advantages: |
|
|
1、No slag and subsequent processing during production. |
|
|
2、For spacing and appearance, it has good pouring quality. |
|
|
3、Provide and cast a unified melt for all mold cavities |
|
|
4、All mold parts which produced in mold cavity have good quality. |
|
Case3
Key data
|
Mold: |
|
Terminal body |
|
Application: |
|
Modular terminal |
|
Part net weight: |
|
5g |
|
Material: |
|
PA6V0 nylon 6V0 |
|
Type of mold: |
|
Multi-cavity mold |

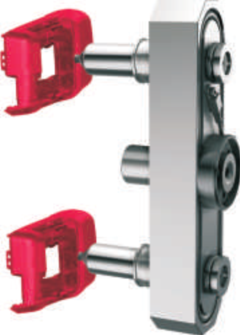
Customers’ demand:
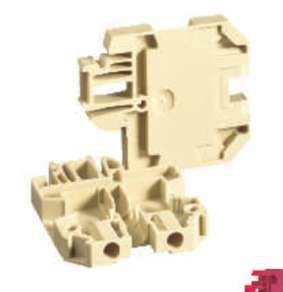
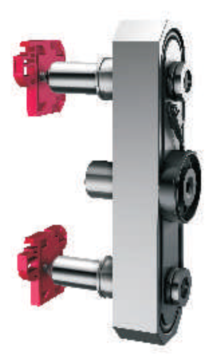
Nylon 6V0 material is used to produce modular terminal through 2 cavity mold.
Solution:
|
Application is through the use of a clearance fit between the nozzle and the manifold of an externally heated 2-port hot runner system. The manifold is a standard (1) manifold and its flow path is naturally balanced. The torn cavity is directly poured from the hot runner to the mold surface with a torpedo through an open nozzle, so that the gate is inwardly dimpled. |
|
|
Advantages: |
|
|
1、No slag and subsequent processing during production. |
|
|
2、For spacing and appearance, it has good pouring quality. |
|
|
3、Provide and cast a unified melt for all mold cavities. |
|
|
4、Mold parts which produced in all mold cavities have good quality |
|
Case 4
Key data
|
Mold |
Lower shell |
|
Application: |
Mobile phone |
|
Part net weight: |
15.8g |
|
Material: |
Polycarbonate / acrylonitrile |
|
Type of mold |
Multi-cavity mold |


Customers’ demand
Production of cell phone case with polycarbonate/acrylonitrile materials. The mold cavity is directly poured through a hot runner to a die surface in a star socket.
Advantages:
|
1、No slag and subsequent processing during production. |
|
2、For spacing and appearance, it has good pouring quality. |
|
3、Provide and cast a unified melt for all mold cavities. |
|
4、All mold parts which produced in mold cavity have good quality.
|
Case5
Key data
Mold
Shell +three inner rings
Application:
Needle distributor
Part net weight:
20g,13g,10g,7g
Material
PP Polypropylene
Type of mold
Integrated mold

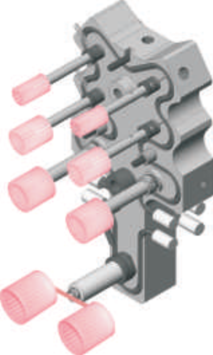


Customers’ demand:
Four-piece components are produced from polypropylene material, including a shell and three inner rings. They form the main body of the cartridge housing which can be produced through integrated molding.With these four components, the integrated mold can produce two complete modules at a time.
Solution:
The application of the gap fit between the nozzle and manifold of the 7 port hot runner system is realized by using rheological equilibrium and external heating.The shape of the diffuser and the length of the nozzle should be especially suitable for the casting points of the parts.The mold cavity is casted from the cold separation channel by a torpedo through an open nozzle. The salient feature of the system is that it combines three different sizes on a manifold so that the largest nozzle can fill two mold cavity.
Advantages:
|
1.It can produce two complete modules at a time by using one mold on one machine. |
|
2.Molds are assembled directly on the machine,eliminating the need for long-distance transport or complex logistics. |
|
3.All mold parts which produced in mold cavity have good quality. |
|
4.High productivity |
Case6
Key data
Mold
Outer shell
Application:
Automotive interior
Part net weight:
186g,92g
Material:
Polypropylene
Type of mold
Integrated mold



Customers’ demand
The center column shell is produced in an integrated mold with polyethylene material. In addition, the shell comprises an outer shell and an inner stent. After the mold is completed, the two parts are assembled together. To maintain the same quality and stability of the two parts, they must be produced under the same conditions using the same material.
Solution
The application is carried out by using the gap fit between externally heated 2 port hot runner system manifolds and melt pressure control. The channel is designed as a standard shape (1). Fill the valve gate nozzle by casting the mold cavity through the cold runner. The melt pressure control valve is installed on the upper line of each nozzle, which can continuously and real-time change, or remain unchanged, in the cross section of the fluid in the convection channel. This allows not only the mild opening and closing, but also the distribution of individual pressure distribution, in order to understand the filling process and the phase limits pressure stage of each nozzle.
Advantages
1.Make optimal and variable filling conditions in each mold cavity
2、It improves the quality of production
3、It strives for constant quality
Case7
Key data
Mold
Anti-collision bar
Application:
Bumper
Part net weight:
150g
Material:
Acrylonitrile
Type of mold:
Single-cavity mold


Customers’ demand:
Production of front bumper trims for automobiles. Molds will be cast by lamination.
Solution:
By using the externally heated 5 port hot runner system, the valve gate is screwed into the runner and the fluid pressure control is applied. The shape of the manifold and the length of the nozzle should be especially suited to the shape and requirements of the part.
Advantages:
|
1.Pressure controlled cascade filling from the middle of the mold |
|
2.Single nozzle with gentle and changing openings |
|
3. The rate of the upper liquid surface is approximately uniform and exceeds the length of the entire mold. |
|
4. The appearance quality is high. No flow line |
|
5. High dimensional accuracy and stable form |
Case8
Key data
|
Mold |
|
C-pillar shell |
|
Application: |
|
Automotive interior |
|
Part net weight: |
|
220g |
|
Material: |
|
polypropylene polyethersulfone |
|
Type of mold |
|
Integrated mold |

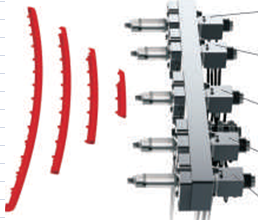
Customers’ demand
Using textile molding technology to produce C-stripes of automobile stripes. The main material of the shell is polypropylene, and the surface material of the fabric is polyethersulfone. The mold should be poured in layers, and the corresponding mild and uniform can prevent the production of the flow path. Use integrated mold to produce both the left and right sides of the shell.
Solution
The valve gate nozzle is swirled into the nozzle by using the externally heated 10 port hot runner system. The shape of the splitter plate is especially suited to the casting points of the parts and the various requirements. The mold cavity is directly poured through the valve gate nozzle after the mold.
Advantages:
|
1、Mild backfill of fabric |
|
2、The narrow design of the nozzle helps to form enough space in the mold. |
|
3、Thrust into the mold and connect at the best point. |
|
4、All mold parts produced in the mold cavity have uniform and good quality. |
|
5、Single step molding production and surface lamellae
|
Case9
Key data
|
Mold |
|
Front end mold |
|
Application: |
|
Car body |
|
Part net weight: |
|
2500g |
|
Material: |
|
Polypropylene Long glass fiber 30 |
|
Type of mold |
|
Single-cavity mold
|

Customers’ demand
The long glass fiber reinforced polyethylene material is used as a plastic front end module for producing vehicles. The mold cavity should be poured sequentially.
Solution
By applying the long and narrow spirals of the hot runner system with 11 ports of external heating, the pipe shaped nozzles swirling into the valve gate are applied. The shape of the manifold and the length of the nozzle should be especially suitable for the shape of the parts and the pouring points for each requirement. The hot runner can be used to mold the surface, and the cold cavity can be directly poured into the mold cavity. Both the hot runner and the cold runner are equipped with valve gate nozzles. The hot runner is the best for processing long fiber glass material.
Advantages
1.The optimal runners and corresponding equipment for hot runner systems help to moderate operation and minimize glass fiber
2.By temporarily canceling the opening and closing of the needle nozzles, the filling of the mold cavity is optimized.
3.The shape of the runner and the length of the nozzle help to determine the best position for filling the gate.
4. The least slag is produced in production.
Case10
Key data
Mold
Dashboard
Application:
Automotive interior
Part net weight:
2500g
Material
Polyphenylene ether, glass fiber 10
Type of mold
Single cavity mold
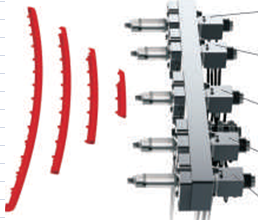
Customers' demand
Cascade process/laminate processing using polyphenylene ether plus 10% glass fiber production dashboard for automotive interiors.
Solution
Applications are made through the use of a long, narrow spiral screw-in nozzle of an externally heated 10-port hot runner system. The shape of the manifold and the length of the nozzle are particularly adapted to the shape of the part and the required pouring points.
Advantages
1、No slag and subsequent processing during production.
2、Direct connection of the required injection point
3、For spacing and appearance, it has good pouring quality.
4、Because of the cascade operation/stacking operation of the valve pouring nozzle, the possibility of cavity influence is caused.

