



Select suitable hot runner system
Select suitable hot runner system
Over the past thirty years, hot runner has brought various opportunities for mold manufacturers. During this period, hot runner technology has also been fully developed.At present, from the daily use of plastic (e.g. polypropylene, polyethylene) to engineering plastics (polycarbonate, glass fiber nylon, polysulfone), many different materials can be successfully processed using a hot runner system.The most important factor for successful application of hot runner system is to select suitable hot runner products. Before deciding to buy, you need to consider the following important factors:
Internal heating or external heating?
A major difference between the hot runner systems is the heating mode of the melt. The internal heating system is to directly install the heater in the melting channel and heat the raw materials from the inside. The external heating system is heating the raw materials outside, so that the raw materials flow through the flow path without obstacles. The external heating system solves the dead point problem in the melting channel and makes the shear curve in the melt more reasonable. Melt balance
The hot runner system is just an extension of the injection molding machine nozzle, so its only role is to evenly transfer the raw material to each injection point. The most effective way to achieve this goal is to install a balanced manifold (see Figure 1) to ensure that the length of the melt flow from the injection point to each chamber is equal to the size of the flow path. This so-called mechanical balance design ensures balanced filling of individual products while avoiding flash and short shots.
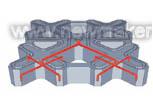
P1: The lengths and diameters of the melt channels from the nozzle to each gate are equal to each other to ensure that the melt balances the proper melt channel size.
The proper size of the weld is critical to the performance of the hot runner. Improper size of the melt leads to degradation of plastics, or uneven or incomplete filling of injection molded parts, and slow color change. In order to determine the optimum size of the weld, various applications should be carefully analyzed. The following factors should be taken into consideration when determining the size of the weld.
◆ Pressure drop ◆ Residence time ◆ Temperature increase ◆ Shear rate ◆ Color change frequency
In order to ensure the best performance of the system, plastic parts and processing conditions need to be analyzed. It is not enough to consider the weight of the product only. In order to calculate the suitable size of the melt channel, in addition to the weight of the product, some important factors such as the melt flow index, injection time, injection period and melt temperature must be considered.
The most common gate types are hot point and needle valve gate.
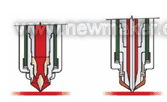
P2: typical gate structure with cooling system (hot point gate and needle valve gate)

